|
Specialised mineralogical analysis may directly indicate that there are factors unrecognised in standard mine mineralogy and liberation studies (e.g. amorphous minerals, residual thin surface layers) or that there has been a change in the proportion of fine and ultra-fine particles, including clays and silicates, likely to interfere with value mineral surfaces.
In flotation, this approach has been used for plant reagent selection and optimisation (collectors, activators, depressants) by statistical comparison of surface adsorption of different reagents between different minerals.
In leaching, the combined analytical strategy has been used to show that solution species, rather than developing surface layers (as has been assumed), can control leach kinetics suggesting a different processing strategy to improve kinetics. It has also defined residual and altered phases retaining value allowing changes to processing, e.g. to improve nickel recovery from 74% to 92%.
In gold processing the same potential exists, as in flotation, for increased recovery and value and/or decreased costs through full identification and statistical analysis of the interfering processes or species, enabling changes to the processing to be correctly targeted and trialled. Analyses and subsequent strategies for correction can be applied to direct comparisons of feeds, in-process and product samples in the overall circuit, to parts of the gold recovery circuit in which losses are known to occur in normal operation, or to troubleshooting changes in recovery.
Pyrrhotite rejection in flotation and self-heating during storage in concentrates both commonly pose issues. The unwanted recovery of pyrrhotite (Po) to final copper, nickel, PGM and other sulfide concentrates with consequent lower grade is often compounded by self-heating of the concentrates in storage and transport. BMC has experience in control of both inadvertent activation of Po in processing and the mechanisms of Po self-heating.
|



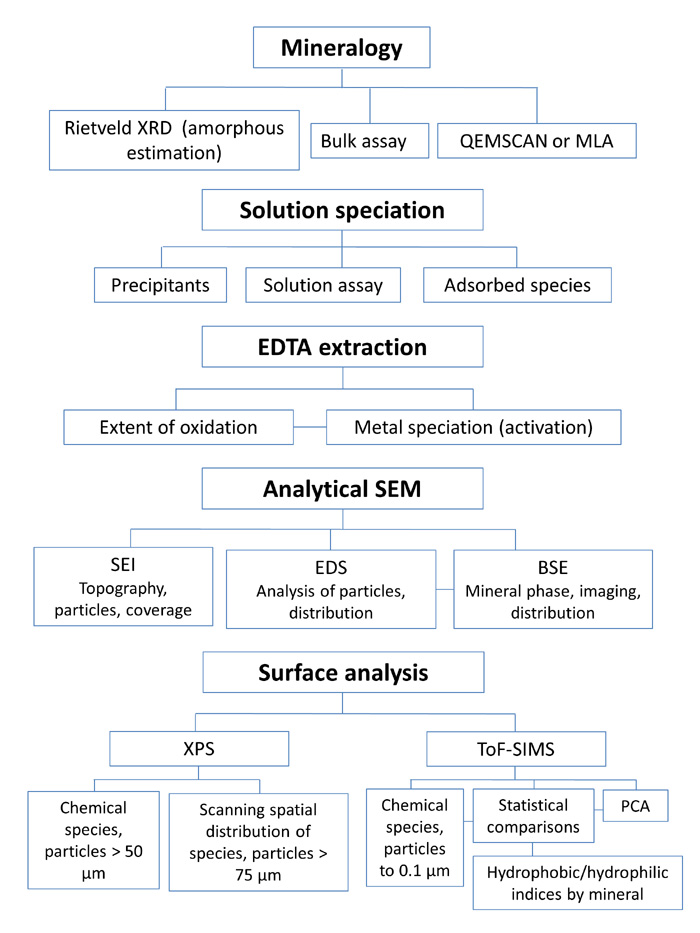 Schematic of the strategy.
Schematic of the strategy.